
HSS TAPS
Types of HSS Taps
Taps Standards : BS / DIN / JIS / ANSI / IS
Wide Range : Diameter – 3mm to 160mm and Length – 48mm to 550mm
Tolerances : 6H / 6G / Customer Specific
Material Grades used – HSS / HSSE
View catalog










Customers of HSS Taps
- EHWA Diamond India Pvt.Ltd
- Integral Coach Factory
- Rail Wheel Factory
- Tube Investments Of India Ltd
- Diesel Modernisation Works
- Maruti Suzuki India Limited
- Madras Engineering Industries Pvt Ltd
- TATA Motors Limited
- Wabco India Limited

- Multi Start taps are being used for tapping components for Starter motors for two wheelers.
- Taps for Cycle Industries.
- Tapping of automotive Cylinder block & Engine block.
- Special Application taps for CAM and CRANK Shaft tapping.
- Tapping of Rail wheel axels.
- Taps for General Application Pipe Fittings / NPT & NGT Taps Gas Pipe line and Gas Cylinders.




GALLERY
• Thread tap is used for producing internal threads.

• Thread tapping
• Thread turning
• Thread milling
• Faster processing
• Good process reliability
• Better Quality
• Low production costs per thread
• Suitable for Mass production

• Body • Shank • Tang • Land • Flutes • Heel • Cutting Face • Chamfer • Chamfer Angle • Crest • Flank • Hand • Chordal Hook • Tangential Hook • Hook Angle • Lead • Major Diameter • Minor Diameter • Pitch Diameter • Spiral Point • Square • Angle of Thread • Half Angle Thread
• It is the main part of the tap on which threads are cut.
• The part above the body is called the shank.
• The part above the shank is called the tang. It is square in shape and tap is rotated by holding it in a tap handle.
• On the entire body of tap the grooves cut on the space between two lands, are called flutes.
• These are made in length from top to bottom
• The particles of metal cut while cutting threads are coming out of these flutes and these are also used for supplying lubricant inside.
• The tilted part behind the threads cut on the land is called the heel.
• The face of the cutting tool against which the material is moved is called the cutting face.
• The tapering of the threads at the front end of each land of tap by cutting away and relieving the crest of the first few teeth to distribute the cutting action over several teeth.
The angle formed between the chamfer and the axis of tap by cutting away the relieving the crest of the first few teeth to distribute the cutting action over several teeth
• The surface of the thread which joins the flanks of the thread and it’s farthest from the cylinder or cone from which the thread projects
• The part of a helical thread surface which connects the crest and the root and which is theoretically a straight line in an axial plane section.
• A thread when viewed axially, winds in a clockwise and receding direction for LEFT-HAND THREADS and counter clockwise and receding direction for RIGHT-HAND THREADS
• A concave face having an angle of inclination specified between a chord passing through the root and crest of a thread form at the cutting face, and a radical line through the crest at the cutting edge.
• A concave face having an angle of inclination specified between a line tangent to the hook surface at the cutting edge and a radial line to the same point.
• The angle of inclination of a concave face usually specifies either as Chordal Hook or is Tangential Hook
• One of the threaded sections between the flutes of a tap
• The distance a screw thread advances axially in one complete turn.
• On a single start tap the lead and pitch are identical.
• In a multiple start tap the lead is the multiple of the pitch
• The diameter of the major cylinder or cone, at a given position on the axis that bounds the roots an external thread of the crests of an internal thread
• The diameter of the minor cylinder or cone, at a given position on the axis that bounds the roots an external thread of the crests of an internal thread
• The diameter of an imaginary cylinder or cone, at a given point on the axis, of such a diameter and location of its axis that its surface would pass through the thread in such a manner as to make the thread ridge and the thread groove equal and, therefore, is located equidistant between the sharp major and minor cylinders or cones of a given thread form.
• On a theoretically perfect thread, these widths are equal to one half of the basic pitch (measured parallel to the axis.)
• The angular fluting in the cutting face of the land at the chamfered end.
• It is formed at an angle with respect to the tap axis of opposite hand to that of rotation.
• Its length is usually greater than the chamfer length and its angle with respect to the tap axis is usually great enough to direct the chips ahead of the tap.

• Four driving flats parallel to the axis on a tap shank forming a square or square with round corners.

• The angle included between flanks of the thread measured in an axial plane.

• The angle included between a flank of the thread and the normal 90 degree to the axis, measured in an axial plane.

• The distance a screw thread advances axially in one turn. On a single-thread screw the lead and pitch are identical. On a double thread the lead is 2X pitch, on a triple lead is 3X pitch, etc.

• Hand tap • Machine Tap • Form Taps • Nip Taps • Machine Screw Tap • Gas Tap • Master Tap • Extension Tap • Bend Shank Tap • Stay Bolt Tap • Interrupted Thread Tap • Plug Tap
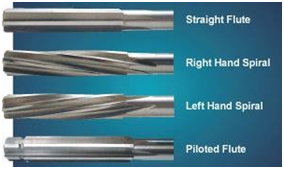
• Straight Flute Tap
• Spiral Point Tap
• Spiral Flute Tap
• Flute are straight along the axis of the body
• Chips move away from bottom of the hole
• Suitable for Through holes tapping

• Flutes are straight along the axis of the body.
• It has a slanted angular gash in each flute on the front end of the taps flute at the cutting chamfer to manage the chips.
• Chips move away from bottom of the hole
• Suitable for tapping threads in through holes.

• Flutes are wrapping around the Tap’s axis in a spiral or helical configuration.
• Chips are moves out of the hole toward the tap shank and opposite of the tapping direction.
• Suitable for tapping threads in blind holes.

• Hand Taps are used for cutting internal threads by manually with Tap wrench.
• Hand Taps consist of a set of three Taps

• In Taper Tap 8 to 10 threads are rubbed and chamfered on the lower side.
• The lower end of this tap is equal to the tap size (pilot) drill.
• Taper Tap is easily set in the drill holes and performs the job of starting a thread.

• It is also known as a second tap.
• Chamfered to 3 ~ 5 threads is made on the lower side.
• It is used to provide proper depth and shape to threads that have been made by the taper tap.
• If threads are to be cut through the drill holes then only these two taps are used.

• It is also known as Finishing Tap.
• It is the third tap of the hand tap set.
• It is used after using the Taper and Plug Tap.
• Besides, it is also used for cleaning and finishing the threads which are cut through the entire drill.
• Chamfered at its end for on one or one and a half threads.

• It is used for cutting gas-type threads, for fitting at places where any liquid or gas passes through the pipes and no leak is allowed.
• In this type of tap 1 ½ threads towards the lower portion are chamfered and there is some taper in the body length.
• It is ¾ taper per foot to avoid gas/liquid does not leak.

• Machine taps are used for cutting internal threads with a tap drill machine.
• Machine Taps are used by holding them in a special holder.
• It is necessary to have reverse speed in the drill machine so that tap can be extracted from the job easily after completing the thread.

• Taps with which threads are cut in the holes of less than ¼ diameters are called Machine Screw Taps.
• Two or four threads are chamfered on the lower side.

• It is also known as Flute less Tap, Roll Taps, and cold forming taps.
• They form threads by displacing material without producing chips.
• Better thread gauging and avoids oversize threading
• This type of taps is used to cut threads like the thread rolling process in soft metals like aluminum, brass, copper, lead, stainless steel, carbon steel, cast steel, leaded steel and zinc as well as other mild steels and medium alloys.
• It does not cut any material.
• One distinguishing feature of this tap is that there are no flutes in this tap but threads are cut on its entire body.

• A tap having an odd number of lands with alternative teeth in the thread helix removed. In some cases alternative teeth are removed only for a portion of the thread length.

• Before driving the tap for cutting internal threads of a job, a hole of appropriate size is to be done with drill bit.
• The size of the drill should be equal to the core diameter of the tap.
• If the size of the drill is greater the threads, it would not form proper threads.
• If the size of the drill is less. There would be difficulty in cutting threads and there would be a danger of the tap being broken.
Recommended hole size for various Thread Tap Sizes are as follows.
| Tap size | Pitch | Drill size (mm) |
| M1.6 x 0.35 | 0.35 | 1,25mm |
| M2 x 0.4 | 0.4 | 1,6mm |
| M2.5 x 0.45 | 0.45 | 2,05mm |
| M3 x 0.5 | 0.5 | 2,5mm |
| M3.5 x 0.6 | 0.6 | 2,9mm |
| M4 x 0.7 | 0.7 | 3,3mm |
| M5 x 0.8 | 0.8 | 4,2mm |
| M6 x 1 | 1 | 5mm |
| M8 x 1.25 | 1.25 | 6,8mm |
| M8 x 1 | 1 | 7mm |
| M10 x 1.5 | 1.5 | 8,5mm |
| M10 x 1.25 | 1.25 | 8,8mm |
| M12 x 1.75 | 1.75 | 10,2mm |
| M12 x 1.25 | 1.25 | 10,8mm |
| M14 x 2 | 2 | 12mm |
| M14 x 1.5 | 1.5 | 12,5mm |
| M16 x 2 | 2 | 14mm |
| M16 x 1.5 | 1.5 | 14,5mm |
| M18 x 2.5 | 2.5 | 15,5mm |
| M18 x 1.5 | 1.5 | 16,5mm |
| M20 x 2.5 | 2.5 | 17,5mm |
| M20 x 1.5 | 1.5 | 18,5mm |
| M22 x 2.5 | 2.5 | 19,5mm |
| M22 x 1.5 | 1.5 | 20,5mm |
| M24 x 3 | 3 | 21mm |
| M24 x 2 | 2 | 22mm |
| M27 x 3 | 3 | 24mm |
| M27 x 2 | 2 | 25mm |
• Tap Handle is also known as Tap wrench.
• Tap handle is used to hold and rotate the Hand Tap to cut threads in a work piece.
• Tap handles are of three types:
a) Solid Tap Handle
b) Adjustable Tap Handle
c) “T” Type Handle
• Solid tap handle is made solid on both sides handles are fixed for convenience.
• In the middle rectangular part, two separate rectangular grooves are cut across the tap.
• Taps of two sizes can be hold and used in these.

• An adjustable tap in the middle part, a set of two pieces there which are held by the adjusting screw, and taps of different sizes can be hold and used.

• It is in fact a kind of chuck in which three jaws is fitted.
• Different types of small taps are held in this chuck.
• A hole is bored on the upper side of its shank and a rod is put across, with its help the tap tied to the rod can be easily rotated.

• Standard Tolerance is ISO Class 2; 6H; 2B; Zone 3.
• Other Tolerance like ISO Class I, ISO Class 3, 4H, 5H, 7H, 4G, 6G, 1B, 3B, Zone I, Zone2, Zone4
• Special tolerances will be maintained as per request of customer

• Tap drill hole of appropriate size is essential before tapping.
• Tap should be properly cleaned before using the tap.
• Use tap handle according to the tap.
• Keep equal pressure of the hand on both ends of the tap handle.
• Tap should be moved forward and backward and we should prevent any jolts.
• Tap should be cleaned properly after use and kept safely.
• If the size of the drill is less there would be difficulty in cutting threads and there would be a danger of the tap being broken.
• If the size of the drill is greater the threads would not be of the proper depth. Thus, it is essential that the drill should be of proper size.
• The size of a drill is called a tap size drill.
• Incorrect /wrong selection of pilot drill
• Incorrect / Wrong sequential use of Taps
• Inappropriate tap for work material
• Unequal application of force
• Insufficient work holding
• Incorrect /wrong selection of pilot drill
• Incorrect / Wrong spindle speed and feed setting in the Tapping Machine
• Insufficient work holding