
HSS REAMERS
Types of HSS Reamers
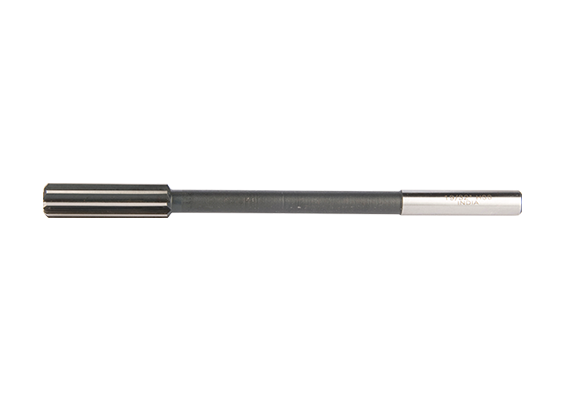
CHUCKLING REAMER WITH PARALLEL SHANK
Reamers Standards : IS, JIS, ANSI, DIN and BS
Wide Range : Sizes from Diameter – 3mm up to 100mm and Length – 40mm to 800mm
Tolerances : m6 / h6 / z9 / Customer Specific.
Material Grades used – BS / DIN / JIS / ANSI and Indian Standard (IS)
View catalog









Customers of HSS Reamers
- Maruti Suzuki India Limited
- Ashok Leyland Limited
- Hero Motocorp Limited
- Diesel Modernisation Works
- Diesel Locomotive Works
- Venture Automotive Tooling India Pvt Ltd
- East Central Railway

- Auto OEM’s Cylinder Blocks and cylinder heads
- Connecting Rods in Auto Industries
- Breaking Systems – slag adjusters in auto Ancillaries
- Shell reamers for Heavy Engineering and Machine Tool industries



GALLERY
• A reamer is a tool used for expanding or finishing pre-drilled holes, bored, or cored to give a good finish and an exact dimension.

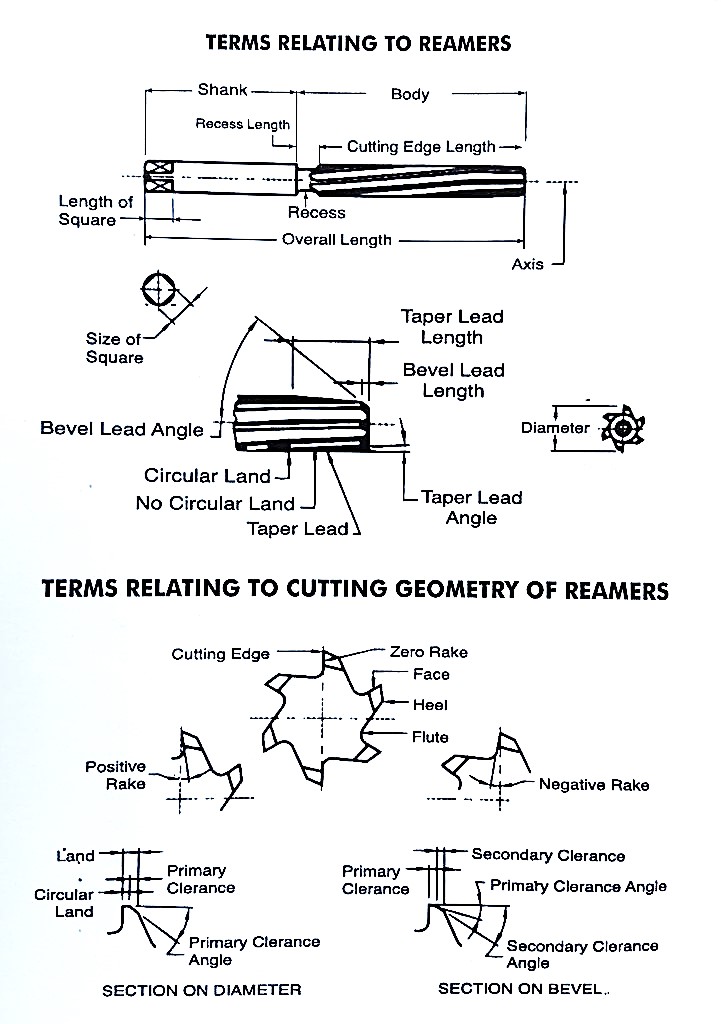
1. Body 2. Shank 3. Recess 4. Axis 5. Overall Length 6. Taper Lead Length 7. Bevel Lead Length 8. Diameter 9. Taper Lead Angle 10. Bevel Lead Angle 11. Circular Land 12. Cutting Edge 13. Rake 14. Face 15. Heel 16. Flute 17. Land 18. Primary Clearance 19. Primary Clearance Angle 20. Secondary Clearance 21. Secondary Clearance Angle
• Portion of a reamer extending from Flute End to start of Shank is Body
• The portion of the reamer by which it is held and driven.
• That portion of the body is reduced in diameter below the cutting edges, pilot, or guided diameter.
• Longitudinal centre line of the reamer.
• The length over the extreme ends of the entering end and the shank not including external centres where used.
• The length of taper is equal to the reamer's diameter.
• The length of Bevel.
• The diameter of the reamer at the entering end immediately after the bevel or taper lead.
• The angle of taper of flutes to the axis.
• To compensate for the difficulty of starting a hole.
• It allows the reamer to start straight and reduce the risk of breakage.
• The angle of taper of bevel to the axis.
• The cylindrically ground surface adjacent to the cutting edge, on the leading edge of the land.
• The cutting edge produced by the intersection of the face and the circular land or the surface left by the provision of primary clearance.
• The angle between a plane tangent to the cutting face and the reamer axis.
• The portion of the flute surface adjacent to the cutting edge on which the chip impinges as it is cut from the work.
• The edge produced by the intersection of the surface left by the provision of secondary clearance and the flute.
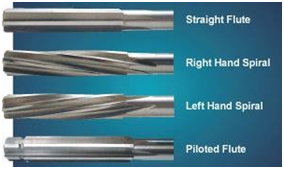
• Straight or helical, right or left groove on the body of Reamer.
• The portion of the fluted body left standing between the flutes, the surface, or the surfaces included between the cutting edge and the heel.
• Primary: That portion of the land removed to provide clearance immediately behind the cutting edge.
• Secondary: That portion of the land removed to provide clearance behind the primary clearance or circular land.
• The primary motion of the cutting edge relative to the workpiece. • Right Hand Cutting: A reamer which rotates in a clockwise direction when viewed on the rear end of the reamer (counter-clockwise when viewed on the point end). • Left Hand Cutting: A reamer which rotates in a counter-clockwise direction when viewed on the rear end of the reamer (clockwise when viewed on the point end).
1. Chucking reamer with parallel or taper shank a) Fluted reamer b) Rose reamer 2. Machine bridge reamer 3. Machine jig reamer 4. Parallel hand reamer with a parallel shank 5. Parallel or taper shank socket head reamer 6. Shell reamer 7. Taper pin hand or machine reamer 8. Expansion reamer


• It is also known as a machine reamer. • These types of Reamer consists of short parallel cutting edges with bevel lead and long body recess between shank. • Cutting edges integral with a parallel or taper shank for holding the reamer. • The flutes are all straight, but the shank may be straight or taper.

• Straight or tapered shanks with straight or helical flutes • Teeth on end have 45° chamfer back off to produce cutting edge • Cut on end angle only • The body is slightly tapered, smaller towards the shank to prevent bending in the hole. • This type of reamer can remove a greater amount of metal than a fluted type.

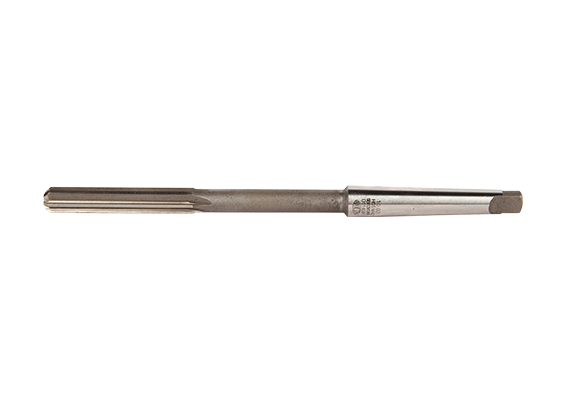
• These types of reamer have parallel cutting edges, with a long lead integral with a tapered shank for holding and driving the reamer. • The flutes may be straight or helical.

• A machine jig reamer consists of short, parallel cutting edges with bevel lead and a guide between the shank and cutting edges integral with a tapered shank for holding and driving. • The flutes are helical. • The plain part of the body fits into a bushing in the jig and accurately locates the reamer.

• This reamer consists of parallel cutting edges with taper and bevel lead integral with a shank of the nominal diameter of the cutting edges, and with a square on the end. • The flutes may be straight or helical. • The hand reamer has a square tang and is intended to be hand driven for accurately sizing the holes. • The reamers are supposed to remove the minimum amount of metal from 0.05 to 0.125 mm. • It is slightly tapered towards the end for a distance equal to its diameter for easy starting.

• This reamer may be straight or taper shank type and maybe hand or machine-driven. • The reamers have taper cutting edges to suit Morse taper, integral with a parallel or taper shank. • The flutes may be straight or helical. • The reamers are available in a set of three: roughing, pre-finishing and finishing. • The diameter of reamers is available for the finishing. • Morse taper holes from No. 1 to 6.

• A shell reamer has an axial hole for use on an arbor, and has virtually parallel cutting edges with a sharpened bevel lead. • These types of reamer are employed for finishing large holes to save the tool Numerous sizes of shells can be interchanged with one arbor. • This saves the cost of the solid shank in each case. • The shell reamer may be either of the rose chucking type for truing the hole or fluted type for finishing. • The flutes may be straight or helical. • The diameter of the reamer varies from 24 to 100 mm.

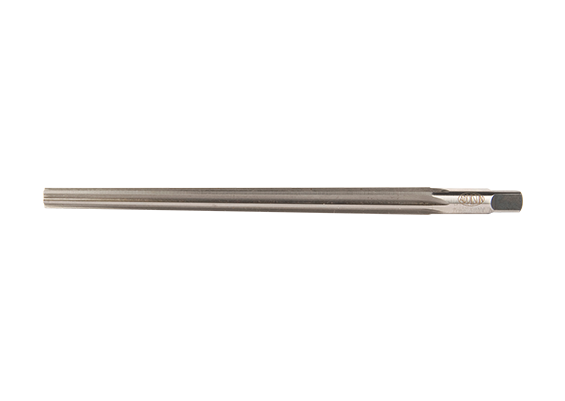
• The reamer may be hand or machine is driven. • This has taper cutting edges for holes to suit pins with a taper of I in 50, having-a parallel or taper shank for holding and driving the reamer. • The flutes may be straight or helical.

• An Expandable Reamer is so made that it may be adjusted by a very small amount to compensate for wear, or to accommodate some variation in hole size. • To effect expansion, the clamping nut is loosened, and the plug is pushed inward. This causes the expansion of the blades by a small amount.
The following are the applications of reamer:
1. A reamer is a type of rotary cutting tool mostly used in metalworking. 2. A reamer is a tool used for expanding or finishing pre-drilled holes, bored, or cored to give a good finish and an exact dimension. 3. The reamer is intended to be used in a drill press, turret lathe. 4. Reamer is also used in the screw-cutting machine.
• speeds, • feeds, • material of the workpiece
Because the reamer must remove material from the inside of the bore, the bore roust be made smaller than the nominal diameter of the bore true to size indicates. This difference is called “undersize”
Empirical values for undersizes of bore holes in steel are:
| N in mm | U in mm |
| up to 5 | 0.1 - 0.2 |
| 5 - 20 | 0.2 - 0.3 |
| 21 - 32 | 0.3 |
| 33 - 50 | 0.5 |
N = nominal diameter U = undersize by With tough materials and light metal, the undersizes are larger than with steel. The diameter (D) of the drill is calculated by the following formula: D = N - U D = diameter of the drill
Lubricating and cooling agents are as below
| Steel: | cutting oil |
| Aluminium alloys: | spirit |
| Chromium-nickel alloys: | colza oil, petroleum |
| Hole Diameter MM | Recommended MM |
| 0-13 | +0.013 to +0.025 |
| Over 13-25 | +0.025 |
| Over 25-50 | +0.05 |
| Over 50-100 | +0.08 |
• Addison recommends 2-3% of the reamer diameter as a starting point for stock removal. • 2% for steels and tough alloys, 3% for non-ferrous materials and cast irons.